塑料的切锯,
铣削和钻孔
Magentify Plastics Processing


切锯
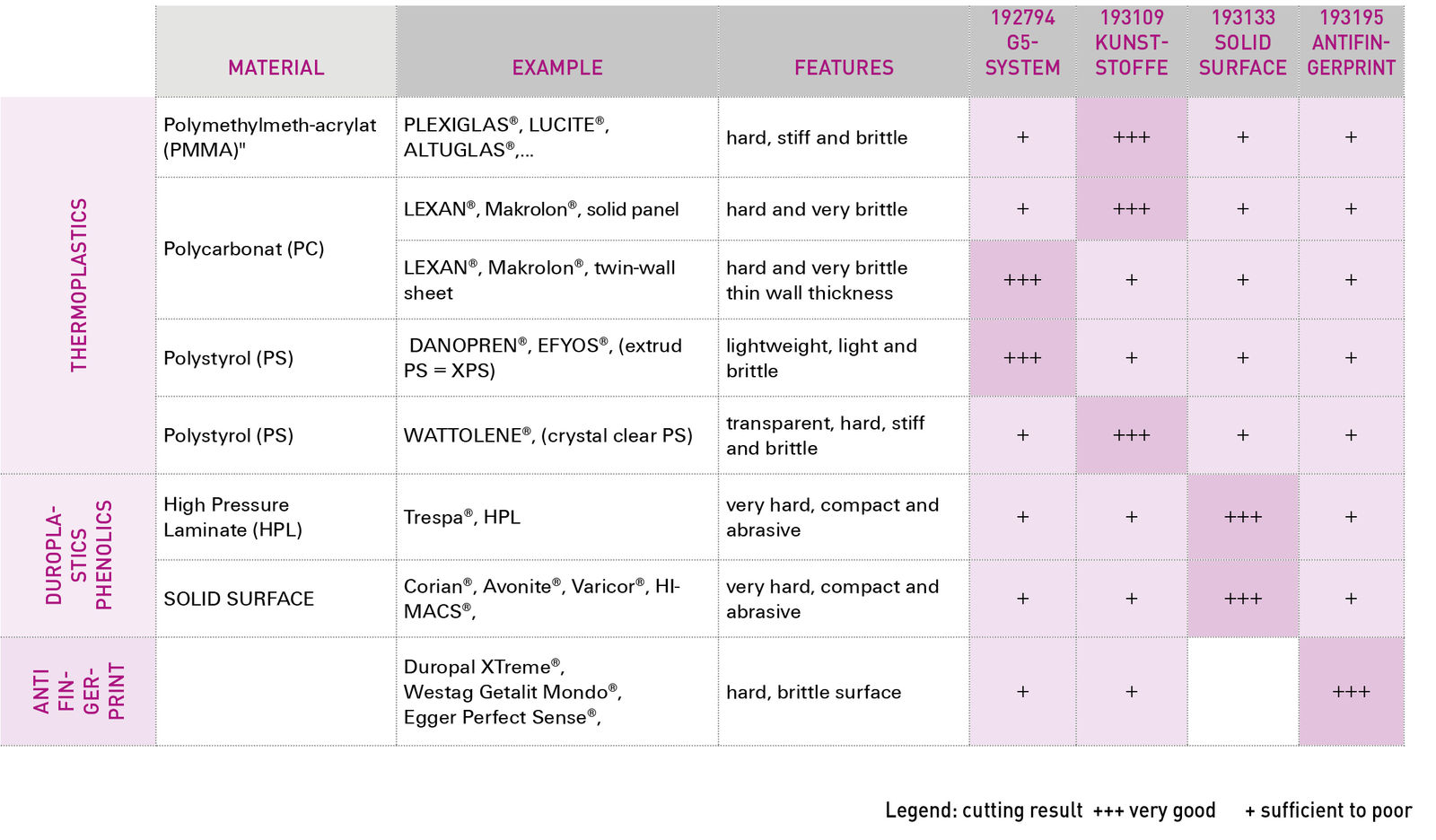
用于塑料加工的 LEUCO 锯片一览
- 点击图片即可放大。
锯片细节
借助四把圆锯片,木工师傅可以克服因家具和厨房家具中越来越多地使用塑料而导致的困难。不同塑料的特性差异很大。举个例子:热塑性塑料(例如聚碳酸酯纤维与聚苯乙烯)在切锯时很容易受热而熔化,而热固塑料容易产生碎口。
可以用在台锯、垂直板材开料锯、横截锯和米特锯上(机床型号请参考网上手册里的说明)。LEUCO 推荐:
- 塑料 (货号 193109)
“塑料”锯片可以加工所有透明的PMMA面板(例如有机玻璃),以及透明的聚苯乙烯面板(Wattolene)。它还能够切锯聚碳酸酯纤维(PC)面板,例如 Lexan 和 Makrolon 。 应用参数,例如进料率,切割速度,转速(RPM)和锯片投影请参阅 “塑料加工”手册:用于铣削、钻孔和切锯的精密刀具。 - LEUCO g5-System (货号 192794)
“G5” 开料锯片以最佳质量切锯壁厚较小的聚碳酸酯纤维面板,例如聚碳酸酯中空板。用挤出的聚苯乙烯制成的轻量面板与脆性板也可以用这种锯片加工,效果很好。常见的品牌有 Danopren 和 Efyos 。 - Solid Surface (货号 193133)
“Solid Surface” 是一种专为坚硬而有磨损性的热固塑料而设计的锯片。因此可以用这种锯片快速、高质量地切锯高压层积板(HPL)。它最适合加工被称作 Solid Surface 的矿物板,LEUCO就是用它给这种锯片命名的。这种面板常见的品牌有 Avonite, Corian, Hi-Macs 和 Varicor 。 - 防指纹 (货号 193195)
这种锯片拥有优异的切割质量,采用“防指纹”材料制成,适用于传统塑料。凸起的齿面可以防止切割面上产生凹痕,而且敏感材料的表面上不会出现闪光点。

铣削
LEUCO VHW 柄铣刀,适用于
加工表面光滑的塑料
LEUCO VHW 柄铣刀用途广泛。它们的特点是加工质量高,刀刃寿命长,可以用于高功率加工:
LEUCO 针对用 CNC 机床铣削有机玻璃的提示
- 材料信息
“XT” 有机玻璃对热的敏感度高于“GS”有机玻璃。应当避免进料速度和/或转速(RPM)太高。 - 铣削深度
每一次步距最多只能是直径 Ø 的两倍。用多个步距铣削,可以避免切屑和铣刀变热。 - 逆铣(GGL)和顺铣(GLL)
GGL: 建议在进料速率较高时使用。如果排屑速度太低,那么使用颤痕。
GLL: 适用于较低的进料速率。排屑速度太高时,铣削纹理会变得不规则;夹紧方式不当或主轴运动不正确时,有断裂的危险。 - 铣削策略
预铣/粗加工: 标准 VHW 柄铣刀或者塑料 VHW 柄铣刀,已抛光 Z=1
精铣 / 精加工: 用来加工塑料的 VHW 柄铣刀, Z=1 (带有已抛光的排屑槽), VHW 抛光柄铣刀, 已抛光 Z=5 。 - 梁式凸台面
尽量使用多台抽吸设备。将工件相对于抽吸装置的外悬保持在尽可能低的程度。用塑料清洁剂清洁抽吸装置的表面,这样可以改善结果。 - 大板套裁平台面
替代方法: 分两个步骤铣削:粗加工的切割深度比面板厚度少 1/10 - 2/10 左右。 精加工的切割深度比面板厚度深 1/10 - 2/10 左右。 - 夹紧单元
精密夹紧单元: TRIBOS-System, 热收缩夹头,如有必要,使用 液压夹紧系统 - 减热
为了避免聚集热量与材料破裂,我们建议您使用排屑槽,用压缩空气排屑。切屑的抽吸可以通过 涡轮夹紧系统 AEROTECH 可以改善铣削质量,降低面板和刀具上的热量,延长刀刃寿命。
加工指南
- 详细信息 关于铣削工序的详细信息,例如 RPM、进料速率、去除量、以及刀具的规格等,请您参考我们的 塑料加工 宣传册.
钻孔
用于加工塑料的 LEUCO VHW 钻头
LEUCO 立方碳化钨硬质合金 (VHW) 定位销 的特点是切割十分平滑。在PMMA(例如有机玻璃)上钻孔时,定位销孔钻的切削力极小 —— 取决于具体用途,是标准钻头的 1/5 左右。
立方碳化钨硬质合金(VHW)刀体可以极大程度地补偿震动。排碎是可选操作。可以很大程度上避免多段粉碎,这样可以把PMMA 材料和钻头的热量降到较低甚至极低。
加工指南
- 详细信息 关于钻孔的详细信息,例如 RPM、进料速率、去除量、以及刀具的规格等,请您参考我们的 塑料加工 宣传册.