Cięcie,
frezowanie i wiercenie tworzyw sztucznych
Magentify Plastics Processing


Piłowanie
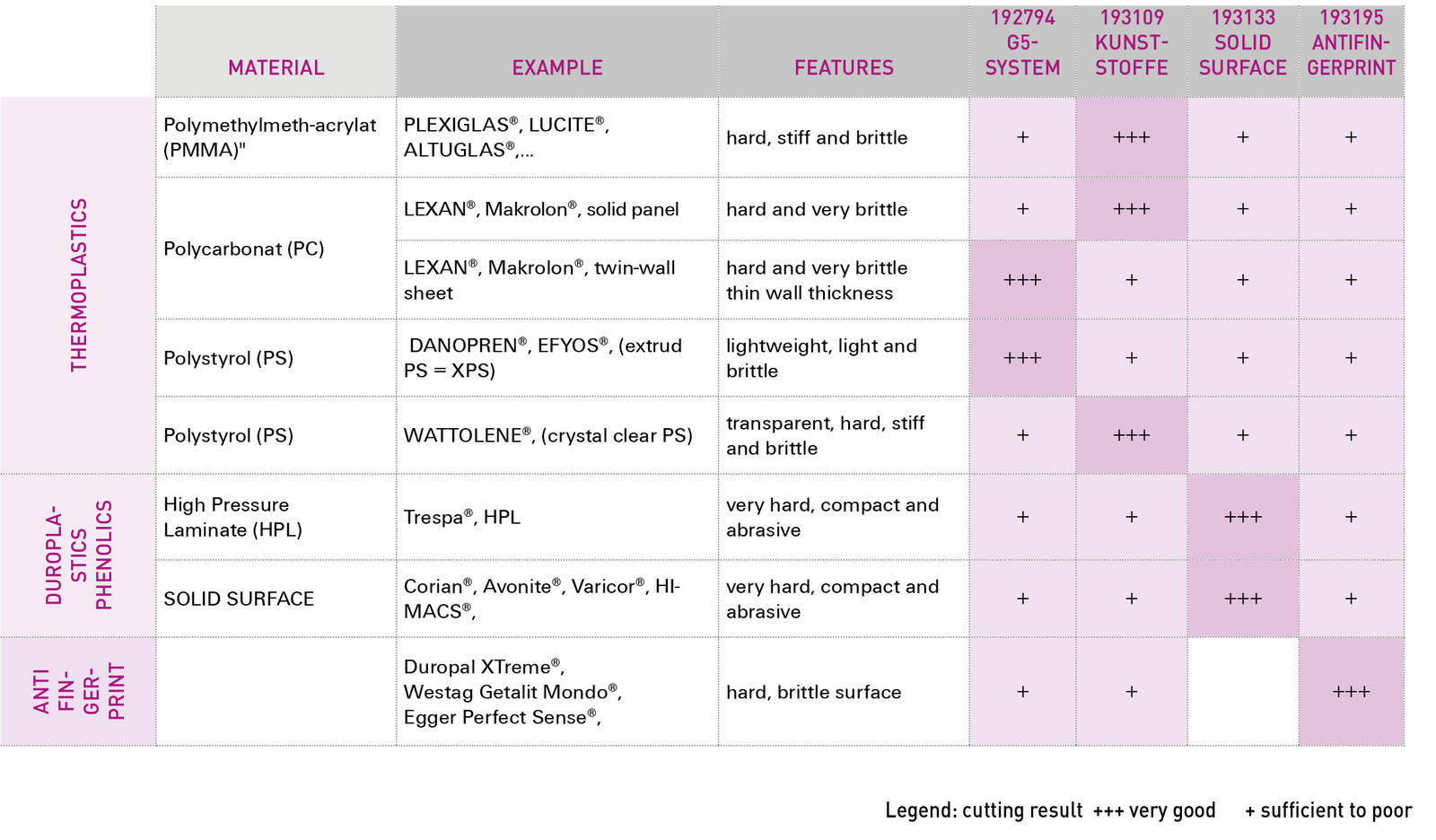
Przegląd pił LEUCO do tworzyw sztucznych
- Aby powiększyć, kliknij obrazek.
Szczegółowe informacje o piłach
Czterema piłami tarczowymi stolarze radzą sobie z wyzwaniami, które wynikają z coraz częstszego stosowania tworzyw sztucznych w meblach skrzyniowych i kuchniach. Tworzywa sztuczne są bowiem bardzo różne. Na przykład termoplasty, takie jak poliwęglan i polistyren, łatwo się nagrzewają, topiąc się podczas cięcia, natomiast duroplasty mają tendencję do wyrwań.
Do stosowania w stołowych pilarkach formatujących, pionowych piłach do rozkroju płyt, ukośnic (typ maszyny patrz opis w katalogu internetowym) LEUCO poleca:
- Tworzywa sztuczne (nr art. 193109)
Piły „Tworzywa sztuczne” tną wszystkie transparentne takie jak płyty PMMA (np. PLEXIGLAS®) oraz płyty z polistyrenu (Wattolene). Tną również płyty lite z poliwęglanu (PC), występującego głównie pod nazwami Lexan i Makrolon. Dane dot. zastosowania, takie jak posuw, prędkość skrawania, liczba obrotów i wystawanie piły poza górną krawędź można znaleźć w broszurze „Obróbka tworzyw sztucznych: Precyzyjne narzędzia do frezowania, wiercenia i piłowania”.
- LEUCO g5-System (nr art. 192794)
Piła tarczowa do formatowania „G5” tnie z optymalną jakością płyty z poliwęglanu o niedużej grubości ścianki, na przykład płyty z pustymi komorami. Umożliwiają również obróbkę lekkich i kruchych płyt ze styropianu. Są one rozpowszechnione pod markami Danopren i Efyos.
- Solid Surface (nr art. 193133)
„Solid Surface” są to piły dostosowane do twardych i ściernych duroplastów. Można nimi szybko ciąć laminaty sprasowane pod wysokim ciśnieniem (HPL), uzyskując wysoką jakość. Świetnie nadają się również do płyt mineralnych znanych jako Solid Surface, od których pochodzi też nazwa nadana tej pile przez LEUCO. Płyty te są dostępne pod nazwami marek Avonite, Corian, Hi-Macs i Varicor.
- Anti-Fingerprint (nr art. 193195)
Piły te zapewniają doskonałą jakość cięcia materiałów „Anti-Fingerprint” i tradycyjnych tworzyw sztucznych. Baryłkowe powierzchnie zębów zapobiegają powstawaniu żłobień na bocznej krawędzi materiału oraz nierówności na powierzchniach delikatnych materiałów.

Frezowanie
Frezy trzpieniowe LEUCO VHW do
obróbki tworzywa sztucznego z gładkimi powierzchniami
Frezy trzpieniowe LEUCO VHW mają wszechstronne zastosowanie i charakteryzują się wysoką jakością obróbki, długą żywotnością oraz wydajnością:
- W maszynach CNC
- Z=1 do obróbki tworzyw sztucznych, zwłaszcza PMMA (np. PLEXIGLAS®) do rozdzielania, wyrównywania, wręgowania, rowkowania, obróbki wstępnej i gładzenia
- Z=5 do gładzenia/polerowania PLEXIGLAS®
Wskazówki LEUCO dotyczące frezowania PLEXIGLAS® w maszynach CNC
- Informacja o materiale
PLEXIGLAS® „XT” jest bardziej wrażliwy na wysoką temperaturę niż PLEXIGLAS® „GS”. Unikać zbyt niskiego posuwu i/lub zbyt dużej liczby obrotów. - Głębokość frezowania
maks. 2 x ØD w jednym przejściu. Frezowanie w kilku przejściach zmniejsza nagrzewanie wiórów i frezu. - Przeciwbieżnie (GGL) i współbieżnie (GLL)
GGL: Zalecane przy wyższych prędkościach posuwu. Ślady na powierzchni przy zbyt małej prędkości skrawania.
GLL: Przy większych prędkościach posuwu. Nierówna powierzchnia frezowania przy zbyt dużej prędkości skrawania i nieodpowiednim zamocowaniu lub luzie na wrzecionie, istnieje również niebezpieczeństwo pęknięcia. - Strategie frezowania
frezowanie wstępne / obróbka wstępna: Standardowe frezy trzpieniowe VHW lub frezy trzpieniowe polerowane do tworzyw sztucznych VHW Z=1
Frezowanie na gotowo/gładzenie: Frezy trzpieniowe VHW do obróbki tworzywa sztucznego Z=1 (z polerowanym wrębem międzyzębnym), frezy trzpieniowe do polerowania VHW Z=5. - Stół konsoletowy
Używać jak najwięcej ssawek. Przestawanie elementu poza ssawki powinno być jak najmniejsze. Czyszczenie powierzchni ssawek środkiem do czyszczenia tworzyw sztucznych może poprawić efekt. - Stół do nestingu
Alternatywa: Frezowanie w dwóch przejściach: Głębokość frezowania podczas obróbki wstępnej ok. 1/10 – 2/10 mniejsza niż grubość płyty. Głębokość skrawania podczas gładzenia ok. 1/10 – 2/10 większa niż grubość płyty. - Elementy mocujące
Precyzyjne elementy mocujące: system TRIBOS, uchwyt do obkurczania na ciepło, ewent. uchwyt zaciskowy hydro - Redukcja ciepła
Aby zapobiec powstawaniu ciepła i ewentualnemu bieleniu, zalecane jest wspomaganie odprowadzania wiórów za pomocą sprężonego powietrza. Odprowadzenie wiórów za pomocą turbinowego systemu mocowania AEROTECH poprawia jakość frezowania i zmniejsza ilość powstającego ciepła na płycie i narzędziu, a więc umożliwia uzyskanie większej żywotności.
Wskazówki technologiczne
- Szczegóły dotyczące frezowania, takie jak liczba obrotów, posuw i prędkość skrawania oraz inne informacje dotyczące narzędzi można znaleźć w naszej ulotce na temat obróbki tworzyw sztucznych.
Wiercenie
Wiertła LEUCO VHW do tworzyw sztucznych
Wiertła nieprzelotowe w pełni z węglika spiekanego (VHW) LEUCO charakteryzują się bardzo lekkim wejściem. Wiertła te podczas wiercenia PMMA (np. PLEXIGLAS®) pracują z bardzo małym oporem skrawania – w zależności od zastosowania ok. 1/5 oporu tradycyjnego wiertła.
Korpus bazowy VHW optymalnie kompensuje drgania. Wyrzut wiórów jest optymalny, podwójne rozdrabnianie jest w znacznym stopniu wyeliminowane i dzięki temu nie występuje nagrzewane wrażliwego na ciepło tworzywa PMMA oraz samego wiertła.
Wskazówki technologiczne
- Szczegóły dotyczące wiercenia, takie jak liczba obrotów, posuw i prędkość skrawania oraz inne informacje dotyczące narzędzi można znaleźć w naszej ulotce na temat obróbki tworzyw sztucznych.