News
Finger joints with best wood SCHNEIDER
Quality and service life improved

External content (Youtube) can only be displayed with the consent of the marketing cookies.
With this consent, personal data can be transmitted to third-party platforms.
Accept cookies
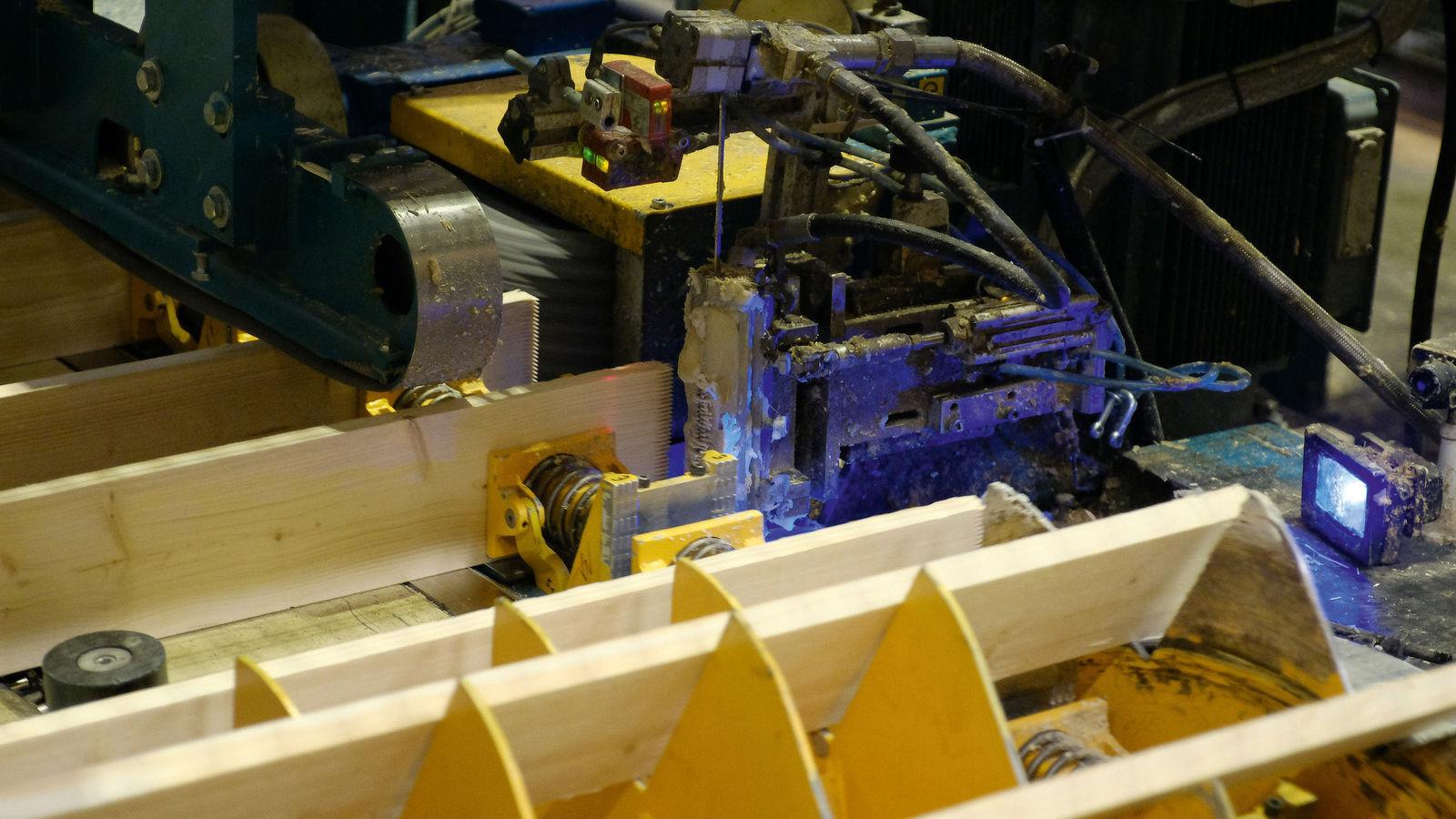
Using a "custom" geometry, LEUCO was able to improve the finger jointing quality and the service life on the through-feed finger jointing system at best wood Schneider

New geometry for the finger joint cutters

Markus Schindhelm (LEUCO)

Lukas Bärsauter (best wood Schneider)
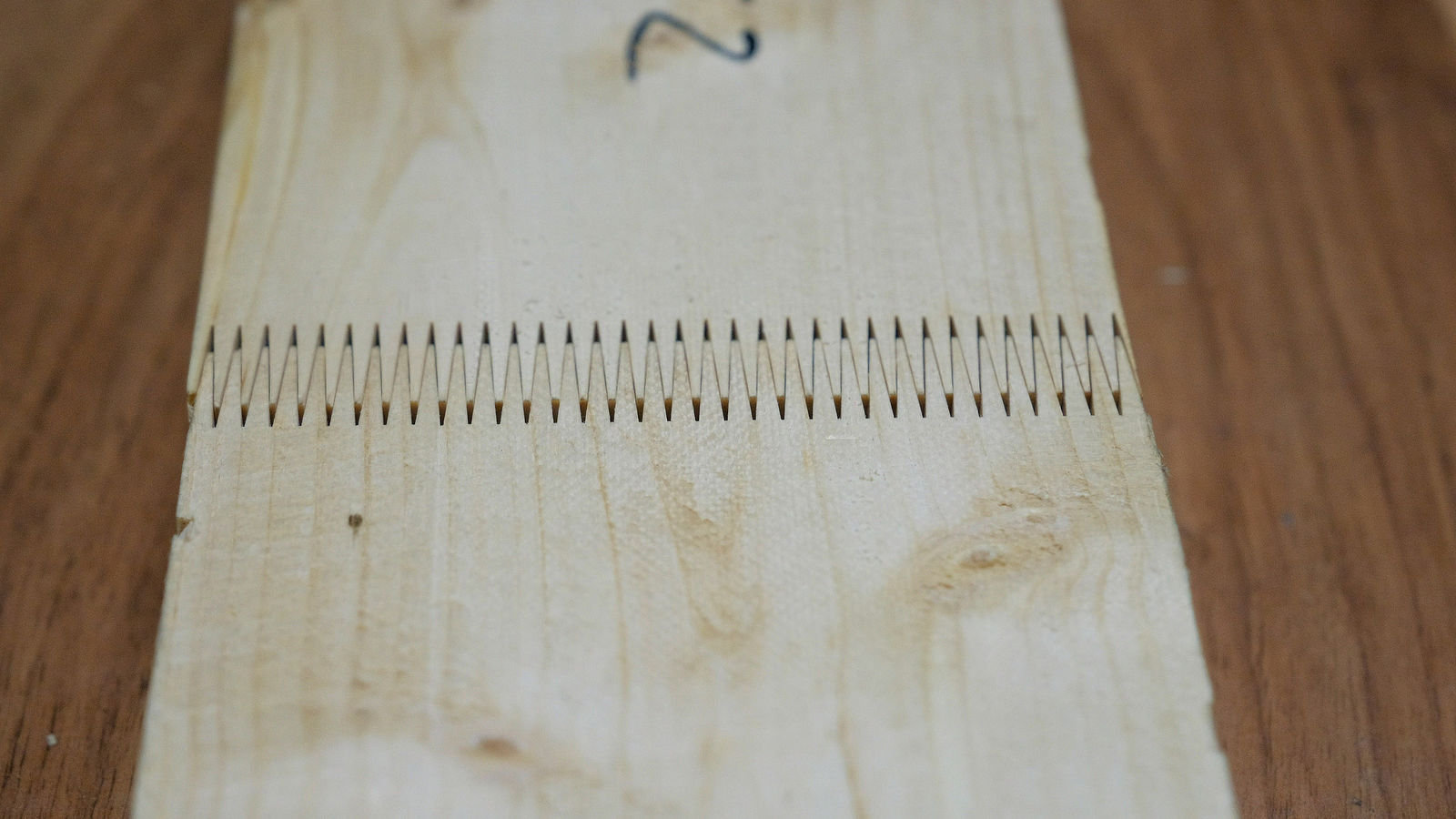
Clean fingers with a better fit were the result of the optimizations.

The geometry of the fingers was redesigned to provide more options for adjustment

Ferdinand Schneider, Managing Director, is satisfied
When it comes to production of finger-jointed lamellae for industrial manufacturing of glued laminated timber and solid wood panels, it is essential that the process be fast. However, it is not possible to "speed up" indefinitely – with increasing speed, the sources of trouble and problems also increase exponentially. For this reason, Best wood Schneider spoke with LEUCO and had its finger joint cutters optimized.
With success: The interval between tool changes was extended from twice a week to once in nine weeks – with considerably better cutting quality at the same time.
The Schneider group of companies is a complete supplier for construction of modern wood homes, explained Lukas Bärsauter, who is responsible for quality management:
"From glued laminate timber to insulation, we produce everything, above all, ceiling elements in the form of glulam construction timber or cross laminated timber." The sawn wood required comes from our own cuts and is processed into finger-jointed lamellae. When finger jointing is involved, one really has to be prepared for anything, states Markus Schind-helm, LEUCO Segment Manager, fluctuating moisture levels in the wood above all:
"Drier wood behaves differently during finger jointing than wood with a higher moisture level." This can lead to differences between the fingers:
"It is thus necessary to observe the course of the tip. Since at Schneider a through-feed machine is involved, the boards are clamped, but there is still a certain tendency to deflect. As a result, the course of the tip can already differ from when the cutter enters and when it exits. This, in turn, can result in differences in basic clearance and problems with the fit."
Final step: Improving the service life
"Once we were sure that the cutter geometry functioned well and both the quality of the fingers and the throughput of the system had been improved noticeably, there was one further step", summarized Schindhelm: "We said okay, the 'Schneider geometry' – which is what we called it on our drawings – functions, but the service life is not yet at our usual level." Which apparently did not appear to be a big problem for LEUCO:
"We then decided to apply a coating to the tool, which allowed us to improve the service life." Quite considerably, recalls Schindhelm:
"Originally, the cutters needed to be changed twice a week. Now we are at several weeks; I believe that currently the cutters only need to be changed every nine weeks."
These statements appeared in Holzkurier, Issue 45/2020
News Overview
-
Jun 25, 2025
Circular Saw Blades , Solutions
Reinhold Keller Group: Relies on Q-Cut G6 panel sizing saw blades -
Jun 23, 2025
Solutions
Composites processing: New catalog "CP 06", new VHW tools -
May 31, 2024
Shank-Type Cutters , Solutions
Milling advanced materials with thin diameters -
May 2, 2024
Circular Saw Blades , Solutions
Saw blade HW TR-F-K at Schüco Interior Systems KG: Precise cutting in light metals -
Nov 17, 2023
Shank-Type Cutters , Solutions
t3-System cutter with 3D-Holz Design - Perfect milling in wood -
Sep 15, 2023
Cutter with Bore , Solutions
Synchronously adjustable with Holtkamp Möbelteile -
May 8, 2023
Cutter with Bore , Shank-Type Cutters , Solutions
Solutions 8.5 mm grooves in rear panel:
Grooving cutter and shank-type cutter -
Dec 6, 2021
Shank-Type Cutters , Clamping Systems , Solutions
Nesting of solid core panels: Application data and tips -
Feb 18, 2021
Boring Bits , Shank-Type Cutters , Solutions
LEUCO Tool Alternatives for the New LAMELLO® Cabineo Connector