Anwender Know-how
Grundlagen
Weshalb gibt es unterschiedliche Schneidstoffe bei Werkzeugen?
Warum gibt es unterschiedliche Hartmetallsorten?
Biegebruchfestigkeit oder Verschleißfestigkeit
Aus physikalischen Gründen nimmt mit steigender Verschleißfestigkeit des Schneidstoffes die Biegebruchfestigkeit ab. Die Schneidstoffe werden mit zunehmender Härte "spröder". Umgekehrt sind weniger harte Schneidstoffe "zäh-elastischer".
Beides sind Eigenschaften, die sich je nach Anwendung mehr oder weniger günstig auswirken.
Welche Hartmetallsorte wird zu welchem Zweck eingesetzt?
Polykristalliner Diamant als einer der härtesten und verschleißfestesten Schneidstoffe ist zugleich einer der sprödesten. Bei Stoßeinwirkung bricht der Schneidstoff schnell.
Hochleistungsschnellstahl (HSS) ist einer der weichsten Schneidstoffe, widerstandsfähiger bei Stoßeinwirkung, jedoch ist die Schneide auch schnell wieder stumpf. In Tests mit Plattenaufteil-Sägeblättern haben wir mit einem diamantbestückten Sägeblatt einen Standweg von 500 km erzielt, was ca. der Strecke von Berlin bis Frankfurt entspricht. Unter gleichen Bedingungen erreichten wir mit einem Hartmetall (HW) bestückten Sägeblatt einen Standweg von 2,5 km, also nicht mal quer durch Berlin.
Hartmetall ist nicht gleich Hartmetall
Ständige Neuentwicklungen beim Schneidstoff HW erlauben immer breitere Anwendungsgebiete. LEUCO bietet deshalb HW-Schneidstoffe mit anwendungsorientierten Eigenschaften. Wurde früher Weichholz fast ausschließlich mit HSS-Werkzeugen bearbeitet, wird heute der zähe HW-Schneidstoff „HL Solid 20“ für Fichte, Tanne, Kiefer, Erle etc. eingesetzt. Für Schnitte in Spanplatten, MDF-Platten oder Harthölzer empfehlen wir „HL Board 06“. Bei hochabrasiven Werkstoffen wie hochverdichtete bzw. zementgebundene Spanplatten kommt am besten „HL Board 01“ zum Einsatz.
HW wird in einem sensiblen Prozess industriell hergestellt. Es besteht aus Cobalt und Wolframcarbid (WC). Die Gesetzmäßigkeit für Schneidstoffe gilt auch innerhalb der HW-Schneidstoffe. Ein Blick unters Mikroskop zeigt den Unterschied zwischen den HW-Sorten: Je größer der Wolframcarbid-Anteil desto härter, spröder und verschleißfester das HW.
Qualität bei HW-Schneidstoffen
Selbst innerhalb einer HW-Sorte gibt es je nach Produzent und Produktionsstandort Qualitätsunterschiede, die mit dem bloßem Auge dem Material nicht angesehen werden, lediglich dem Preisschild. Wiederum der Blick unters Mikroskop trennt die Spreu vom Weizen. Verdichtungsfehler beim Pressen, Kohlenstoffmangel oder –überschuss führen zu einem vergrößerten Anteil von Porosität, schlitzartigen Poren und einem größeren WC-Gefüge. Als Folge verschlechtern sich die mechanischen Eigenschaften, steigt die Bruchgefahr und die Härte vermindert sich.
Zusammenfassung
Die Qualität der Bearbeitung wird durch verschiedene Einflüsse bestimmt, z. B. Wahl des richtigen Werkzeugs, Schneidengeometrie etc. Das Material der Schneide optimiert wesentlich Standzeit und Schnittgüte. Der „ideale Schneidstoff“ müsste im gleichen Maße biegefest wie verschleißfest sein. Trotz intensiver Forschung ist dies gegenwärtig eine Wunschvorstellung.
- Stand der Technik ist, je nach Anforderungen (Schnittqualität, Preis-Leistung, Rüstzeiten, etc.) den richtigen Schneidstoff einzusetzen.
LEUCO bietet nicht nur Werkzeuge, sondern auch eine breite Palette an Schneidstoffen für die unterschiedlichsten Anwendungen.
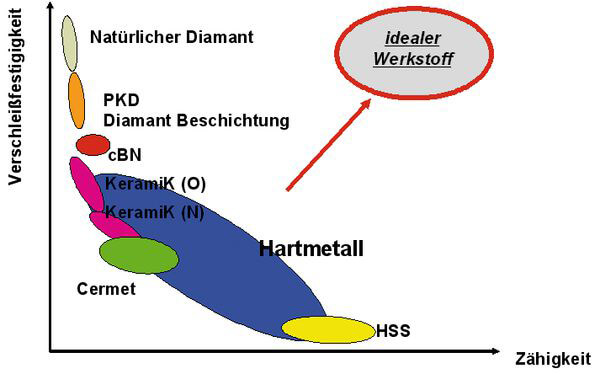
Einordnung der Schneidstoffe zwischen den zwei konträren Eigenschaften "Verschleißfestigkeit" und "Zähigkeit".
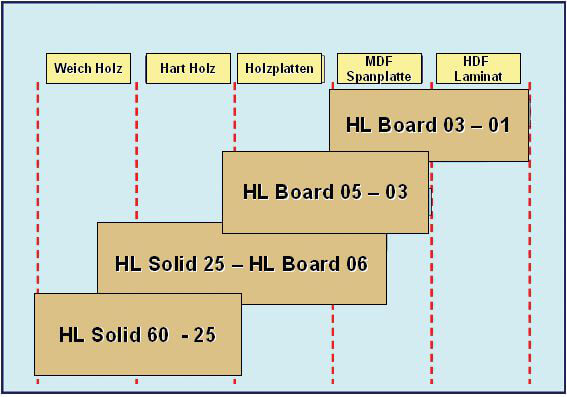
Hartmetallsorten-Vielfalt bei LEUCO
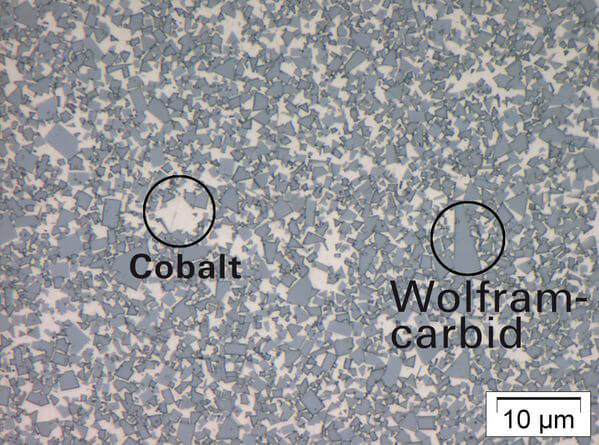
Zusammensetzung von Hartmetall - das Verhältnis "Cobalt zu Wolframcarbid" und die jeweilige Korngröße variieren je Hartmetallsorte.
Einordnung der Schneidstoffe zwischen den zwei konträren Eigenschaften "Verschleißfestigkeit" und "Zähigkeit".
Hartmetallsorten-Vielfalt bei LEUCO
Zusammensetzung von Hartmetall - das Verhältnis "Cobalt zu Wolframcarbid" und die jeweilige Korngröße variieren je Hartmetallsorte.
Technische Informationen
Wichtige Definitionen der Holzbearbeitung
Werkzeugarten
Einteilige Werkzeuge (Vollhartmetall- / Vollstahlwerkzeug)
Werkzeuge ohne verbundene oder lösbare Teile; der Körper und die Schneidteile bestehen aus einem Stück.
Verbundwerkzeuge (mit Schneidplatten bestücktes Werkzeug)
Werkzeuge, bei denen die Schneidteile (Schneidplatten) mit dem Körper durch Stoff haltung, wie z.B.Schweißen, Weichlöten, Hartlöten, unlösbare Verbindung, usw. fest verbunden sind.
Zusammengesetzte Werkzeuge
Werkzeuge, bei denen ein oder mehrere Schneidteile (wechselbare Schneidplatten, Messer) in einem Körper durch lösbare Spannelemente auswechselbar eingesetzt sind. Die Schneidteile können dabei in einteiliger oder Verbundausführung hergestellt sein.
Werkzeugsatz
mehrere Einzelwerkzeuge, die zusammen auf einem Werkzeugträger aufgespannt und dafür ausgelegt sind, wie ein Werkzeug zu arbeiten.
Werkzeugkombination
Einheit, die aus mehreren losen Werkzeugen besteht, die in unterscheidlicher Reihenfolge miteinander verbunden oder in unterscheidlicher Lage axial verstellbar angeordnet werden können.
Vorschubarten
Vorschubarten (nach EN 847-1)
Die Tragkörper werden aus solchen Werkstoff en hergestellt, dass sie den zu erwartenden Kräften oder Beanspruchungen bei Verwendung standhalten. Hierzu werden Stahl- und Aluminiumwerkstoffe eingesetzt. Für Schaftwerkzeuge stehen ergänzende Werkstoff e zur Verfügung.
Handvorschub (MAN)
Das manuelle Halten und/oder Führen des Werkstückes oder von Maschinenelementen mit Werkzeugen. Als Handvorschub gilt auch die Verwendung eines von Hand bedienten Schiebeschlittens, auf dem das Werkstück von Hand aufgelegt oder eingespannt wird und die Verwendung von abnehmbaren Vorschubapparaten.
Mechanischer Vorschub (MEC)
Ein Vorschubmechanismus für das Werkstück oder Werkzeug, der in die Maschine integriert ist und mit dem das Werkstück oder Maschinenelement mit Werkzeug während der Bearbeitung mechanisch gehalten und geführt wird.
Winkelbezeichnungen und Schneidengeometrien
Durchmesser D [mm]
Schnittbreite B [mm]
Spanwinkel [°]
Keilwinkel [°]
Achswinkel [°]
Eckwinkel [°]
Formeln, Richtwerte und Wissenswertes
Schneiddurchmesser D [mm] = (1000 x 60 x vc) / (n x π)
Drehzahl n [min-1] = vc x 1000 x 60 / (π x D)
Messerschlagtiefe t [mm] = fz ² / ( 4 x D)
Mittlere Spandicke hm [mm] = fz x √ (ae/D)
Schnittgeschwindigkeit v c [m/s-1] = π x D x n / (1000 x 60)
Vorschubgeschwindigkeit vf [m/min-1] = fz x n x z / 1000
Zahnvorschub pro Zahn fz [mm] = vf x 1000 / (n x z)
Zähnezahl z = (vf x 1000) / (fz x n)
Aus Gründen der Arbeitssicherheit (Lärmemission, Rückschlaggefahr) sollten Werkzeuge für die Vorschubart Handvorschub (MAN) immer mit einer Schnittgeschwindigkeit zwischen 40 – 70 m/s betrieben werden werden.